



I. Overview
Glass is a solid made of inorganic oxides such as quartz sand, soda ash, limestone, etc., as the main raw material, and some auxiliary raw materials are melted at high temperature and cooled after molding. Different from ceramics, it is a homogeneous and isotropic material of amorphous non-crystalline. Glass is one of the main materials for modern interior decoration. With the development of modern architecture and the rapid progress of glass production technology, glass is developing towards multiple varieties and functions. For example, its products have evolved from the past purely as daylighting and decoration functions, and gradually developed to control light, adjust heat, save energy, control noise, reduce building weight, improve building environment, and improve architectural art. It has a high degree of decoration and multiple functions. New varieties of applicable glass continue to appear, providing greater choice for interior decoration.
There are many varieties of glass, which are usually classified according to chemical composition, product structure and performance. According to the chemistry of glass, it can be divided into soda glass, potassium glass, lead glass, aluminum-magnesium glass, quartz glass, borosilicate glass, quartz glass, etc.
The raw materials for glass manufacturing include main raw materials and auxiliary raw materials. The former refers to the introduction of raw materials such as glass-forming oxides, intermediate oxides, and out-of-network oxides; the latter can accelerate the melting of glass or make it obtain certain necessary properties.
The main raw materials are generally divided into: acidic oxide raw materials: alkali metal oxide raw materials, alkaline earth metal oxide raw materials, etc. In addition, cullet is also a main raw material, often called clinker, which can be melted at a lower temperature. Contribute to the melting of glass batches. Auxiliary materials generally include clarifying agent, coloring agent, decoloring agent, opacifying agent, fluxing agent and so on. The glass production process mainly includes batch preparation, melting, shaping, annealing and post-processing steps.
2. Introduction to the composition and function of glass post-processing equipment
After the glass is shaped and annealed, it needs to be processed into products. The post-processing of glass is divided into three categories: cold processing, thermal processing and chemical processing. Cold processing includes grinding and polishing, cutting, edging, chamfering, sandblasting, drilling, cleaning and drying. Thermal processing includes burning, fire polishing, fire cutting, fire drilling, vacuum forming, etc. It also includes decoration such as glaze firing, as well as heat treatment to crystallize and sinter the glass to produce structural transformation. Chemical treatment includes chemical etching, chemical polishing, glass surface coating, ion exchange, etc.
Glass chamfering is a part of post-processing. It is to chamfer the corners of the ground glass. The glass chamfering is for: 1. It is necessary for safety to prevent people from scratching. 2. For the sake of beauty, the chamfered glass is neat Smooth, three, in order to be more precise in size. The chamfering is generally back-grinded by a disc grinding wheel. According to the thickness and material of the glass, grinding wheels of different shapes, sizes and materials are selected. Generally, the glass above 0.7mm is made of emery grinding wheel, and the glass below 0.7mm is generally used. Adopt resin grinding wheel. It is required that the glass conveying speed is up to 12 m/min when chamfering, and the main driving motor of glass conveying does not stop when chamfering, and adopts a continuous conveying method.
Three, glass chamfer introduction
Chamfering is also called chamfering. Thick glass plates are used to make mirrors or to make high-end doors and windows, buildings, aircraft glass, etc., and the edges are ground into an inclined plane of 45°~60° to enhance beauty and strength. The grinding is usually done with a grinding disc, abrasives and water, diamond grinding wheels, resin grinding wheels and grinding wheels of other materials. Chamfering can be divided into inverted safety angle, rounded corner, and recognition angle.
Glass chamfering can be divided into glass chamfering in static state and glass chamfering in traveling state. At present, the CNC machining center in the industry integrates edging and chamfering. The advantage of this type of system is that the precision of glass edging and chamfering is high, but it cannot meet the high output requirements of modern industrial assembly lines. The other mode is chamfering in motion. At present, there is no manufacturer in the industry that can achieve the same chamfering in motion, and the chamfering results will have unreasonable deviations. In order to achieve the consistency of the chamfers, the unqualified chamfers are usually reprocessed manually after the assembly line production process is completed, which greatly reduces the production efficiency of the assembly line operation.
At present, there are generally two control modes for the chamfering mode of traveling state mainstream in the industry.
The first is the cylinder control mode. In this mode, the advance and retreat of the motion axis is controlled by the cylinder, and the impact force is too large compared to the servo. Due to the limitation of the compressed air pressure, the strength is difficult to control, which will easily lead to glass chipping, especially when the conveyor belt pressing the glass is not compressed, the excessive impact force will easily knock the glass and cause it to fall. The angle is too large or too small, and the batch chamfering is unstable, which reduces the glass yield rate and causes the profit loss of the glass manufacturer. However, the cylinder control mode has a simple structure and low cost, and the mode has been continuously improved for many years. , Has been relatively mature and stable, and can meet the needs of general low-end customers.
The second is the servo system control mode. This mode uses an X-Y platform driven by a precision screw to control the movement of the chamfering grinding wheel. Driven by the X-Y platform, the grinding wheel chamfers the glass during travel. The X-direction servo follows the speed of the glass transmission and keeps the line speed consistent. When the speed is detected to be completely consistent, the Y-direction servo-driven grinding wheel starts chamfering. According to the different requirements for glass chamfering, the XY-direction servo needs to be inserted during chamfering. Supplement exercise. The servo control mode has great advantages over the cylinder control mode. First of all, the servo following the X direction can achieve the same speed as the main transmission servo, so that the chamfer size can be accurately controlled during chamfering; secondly, when the X direction servo is exactly the same as the main drive servo, the servo control technology can be flexible Control the XY servo to do the interpolation movement, so that different shapes of chamfers can be poured; again, the acceleration and chamfering speed of the Y-direction servo can be controlled to control the grinding speed of the grinding wheel, so as to avoid excessive impact force and lead to glass chipping Or it can be skewed to improve the glass yield and greatly improve the chamfering accuracy. Compared with the cylinder control system, the servo control system has a higher cost and is generally used in mid-to-high-end models.
Fourth, the realization of glass chamfering
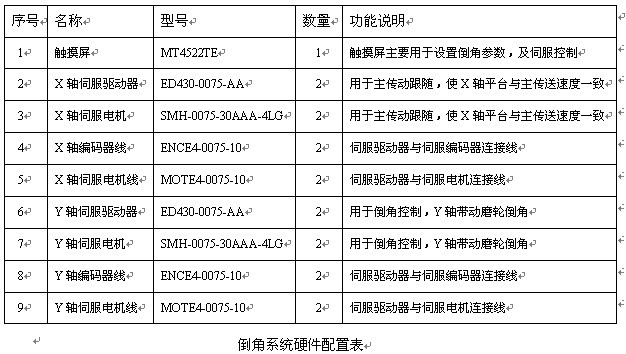
$4.1 Hardware configuration of glass chamfering system
This article quotes a specific example configuration to introduce the ITO glass chamfering system and the realization process of chamfering. The main motor of the glass drive selects Kinco 2.5KW intelligent servo with RS485 communication, and the chamfered XY platform selects Kinco 750W and 400W intelligent servo with RS485 communication respectively. The parameters of the servo are set through the eView touch screen. The hardware configuration is shown in the table below. :
$4.2 Auxiliary input and output device configuration
The glass chamfering system also requires peripheral auxiliary equipment to assist in the control. Two high-precision detection sensors need to be installed in front of the chamfering system to detect whether there is glass on the main driving conveyor belt. Water is required when grinding the glass, and the humidity is relatively high. The sensor needs to be waterproof to avoid malfunction or frequent damage. The servo motor of the XY platform of the chamfering system needs 4 origin switches, which are used to find the origin when the equipment starts, and are only used for positioning; secondly, 8 limit switches are needed to prevent the servo motor from accidentally crashing during high-speed operation. The precision screw and chamfer grinding wheel play a safety protection role. The origin switch and limit switch need to be waterproof to avoid malfunction or damage caused by water ingress.
$4.3 Glass chamfering process requirements
ITO chamfering technical parameter requirements
Glass size: Min: 150*100mm
Max: 1000*600mm
Glass thickness: 0.4-4mm
Glass feeding speed: 1-12m/min
X-axis screw lead: 5mm
X-axis screw stroke: 640mm
Y-axis screw lead: 5mm
Y-axis screw stroke: 110mm
Edge quality:
Edging method: The edging method for products with a thickness of 2.0mm or more is straight edge, and the rest is round edge.
1 | CM識別角 | b=2.0±0.5mm C=5.0±1.0mm | 刻度放大鏡 |
2 | CC角 | d=1.5 ± 0.5mm(最大4± 0.5mm) | 刻度放大鏡 |
Use a vernier caliper that can measure up to 0.01mm.
Verticality requirements:
(A/H) ≤0.150/355 (mm)
Use a right angle measuring instrument to measure the slope of the short side of the glass.
$4.4 Glass chamfering process realization
As shown in the figure below, the double-head chamfering machine needs to chamfer the head and tail corners of the glass during the glass transmission process. The glass detection sensor detects the glass. When the glass passes through, the X-direction servo starts to calculate the length. When the set chamfer length is reached, start the X-axis servo and start to follow. The linear speed of the X-axis servo drive is completely consistent with the main drive linear speed. At this time, the Y-axis servo is started to drive the chamfering of the grinding wheel. The grinding wheel needs to be maintained during chamfering. The outer edge is always tangent to the chamfer line. When the XY chamfer length is the same, the tangent direction is at a 45° angle to the X axis. When the chamfering of the head angle is completed, the XY servo quickly returns to the original position and waits for the tail angle chamfering. When the detection glass sensor detects the tail angle arrival, the X-axis servo is activated to start following. The linear speed of the X-axis servo drive is the same as the main transmission line. The speed is completely consistent. At this time, the Y-axis servo is activated to drive the chamfering of the grinding wheel. When chamfering, it is necessary to keep the outer edge of the grinding wheel always tangent to the chamfering line. It should be noted that the right and left wheels of the grinding wheel are used for the chamfering of the head corner and the chamfering of the tail corner, and the set parameters need to be distinguished.
Several factors determine the accuracy of glass chamfering: 1. The starting position of the X-axis. The starting position of the X-axis refers to the position when the glass detection switch detects the glass to the start of the chamfering of the Y-axis. The precision of the glass detection switch is higher. ; 2. The accuracy of the origin switch, the position of returning to the origin after each power failure needs to be the same; 3. The wear of the grinding wheel, the grinding wheel will wear during the chamfering process, so the XY chamfering parameters need to be corrected according to the actual situation.
$4.5 Chamfering system hardware connection diagram
In this system, the X axis needs to follow the spindle, so the encoder output signal of the spindle needs to be connected to the X axis encoder input signal; at the same time, the Y axis needs to follow the X axis, and the X axis encoder output signal needs to be connected to the Y axis encoder input signal. It can be seen from the above figure that the encoder input and output functions and follow function of Kinco servo are applied in this system; at the same time, it is applied to the programming function of intelligent servo.
Five, summary
With the development of glass, glass has been widely used in various industries. Such as automobile, train, aviation equipment, ship door and window windshield glass, building door and window glass, luxury home furnishing, mirror glass and glass deep-processing original film, etc. With the rapid development of glass manufacturing technology, people have higher and higher requirements for glass quality, which puts forward new requirements on industrial manufacturing equipment. Only more precise and higher-speed equipment can meet people’s requirements for high-quality glass. demand.
Kinco, as a leading supplier of automatic products, provides a large number of high-precision automation products for the glass manufacturing industry, while also providing solutions such as glass chamfering control systems for glass equipment manufacturers. Many praises from equipment manufacturers.